Dufay Advertisement (1950)
(3 Images)
Dufay Advertisement (1950), master positive, nitrate stock from 1948, reference no. C-45628, ID 4007042A.
“CINEMA ADVERTISEMENTS compiled to promote the advertising using Dufaychrome commercials.” (BFI catalogue)
Credit: Courtesy of BFI National Archive. Photographs by Barbara Flueckiger.
-
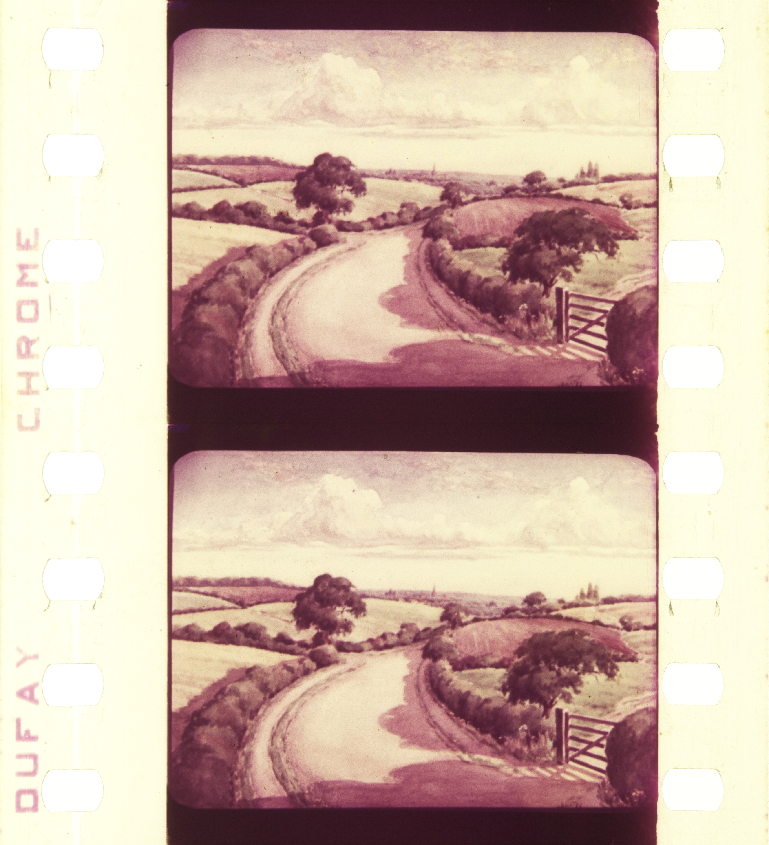
![]() ShowHide detailsNitrate stock from 1948, reference no. C-45628, ID 4007042A. Credit: Courtesy of BFI National Archive. Photograph by Barbara Flueckiger. Film: Dufay Advertisement (1950).
ShowHide detailsNitrate stock from 1948, reference no. C-45628, ID 4007042A. Credit: Courtesy of BFI National Archive. Photograph by Barbara Flueckiger. Film: Dufay Advertisement (1950). -
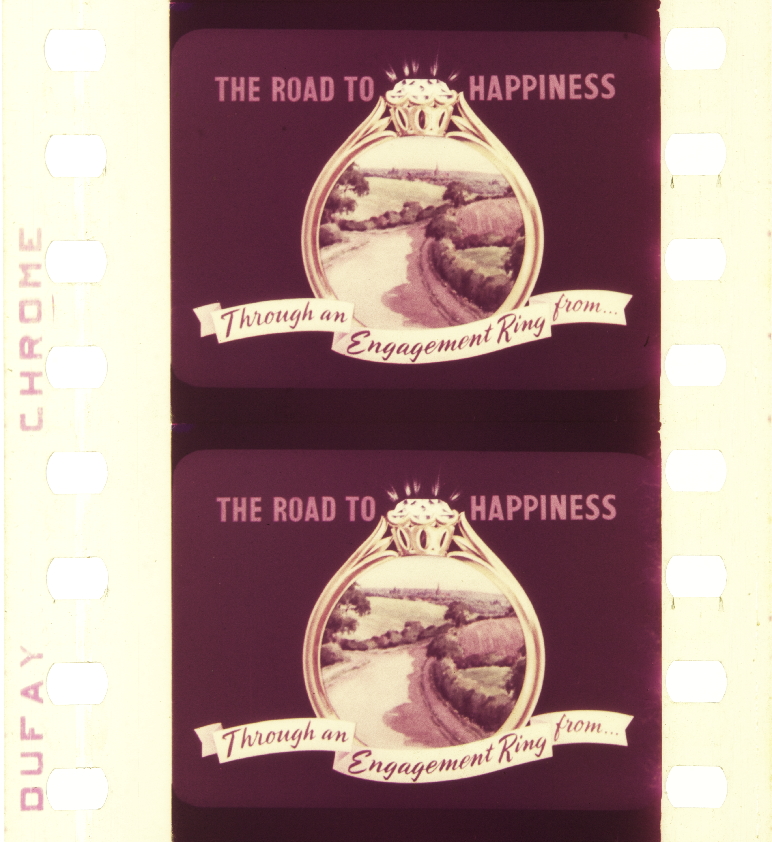
![]() ShowHide detailsNitrate stock from 1948, reference no. C-45628, ID 4007042A. Credit: Courtesy of BFI National Archive. Photograph by Barbara Flueckiger. Film: Dufay Advertisement (1950).
ShowHide detailsNitrate stock from 1948, reference no. C-45628, ID 4007042A. Credit: Courtesy of BFI National Archive. Photograph by Barbara Flueckiger. Film: Dufay Advertisement (1950). -
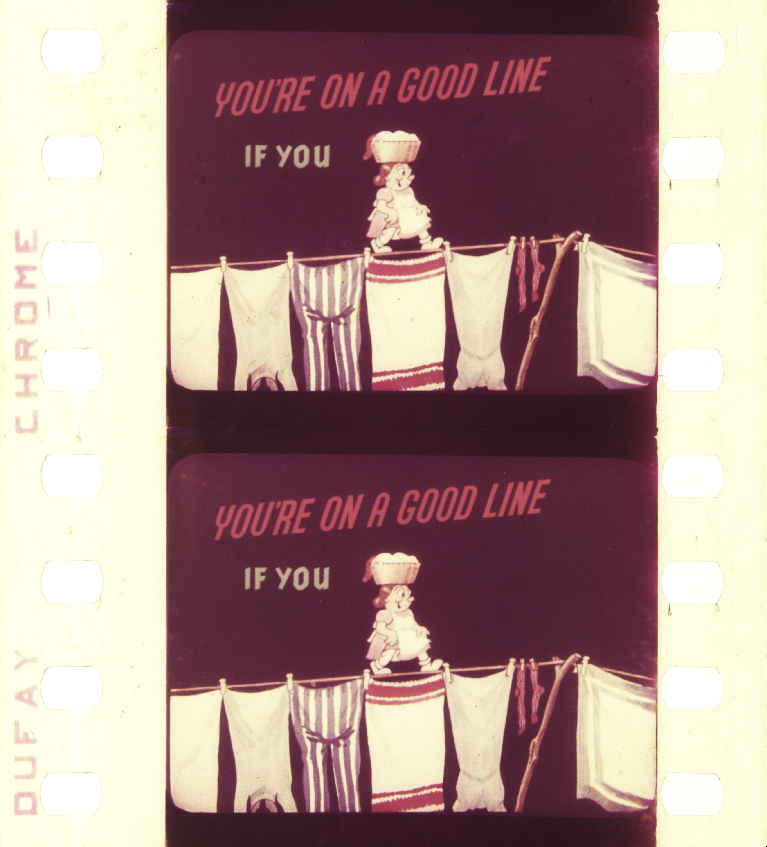
![]() ShowHide detailsNitrate stock from 1948, reference no. C-45628, ID 4007042A. Credit: Courtesy of BFI National Archive. Photograph by Barbara Flueckiger. Film: Dufay Advertisement (1950).
ShowHide detailsNitrate stock from 1948, reference no. C-45628, ID 4007042A. Credit: Courtesy of BFI National Archive. Photograph by Barbara Flueckiger. Film: Dufay Advertisement (1950).